Installing Nautical Structure Beam Crane Cylinders using Yard Crane
We were recently hired to perform routine preventive maintenance on a pair of Nautical Structures beam cranes on a 155 foot Admiral yacht. The beam cranes are used to launch the tender or jet skis that are stowed on the main deck over either side of the boat. They are mounted to the underside of the upper deck and run athwartship, or at right angles to the keel, over the main deck but are hidden in the ceiling.
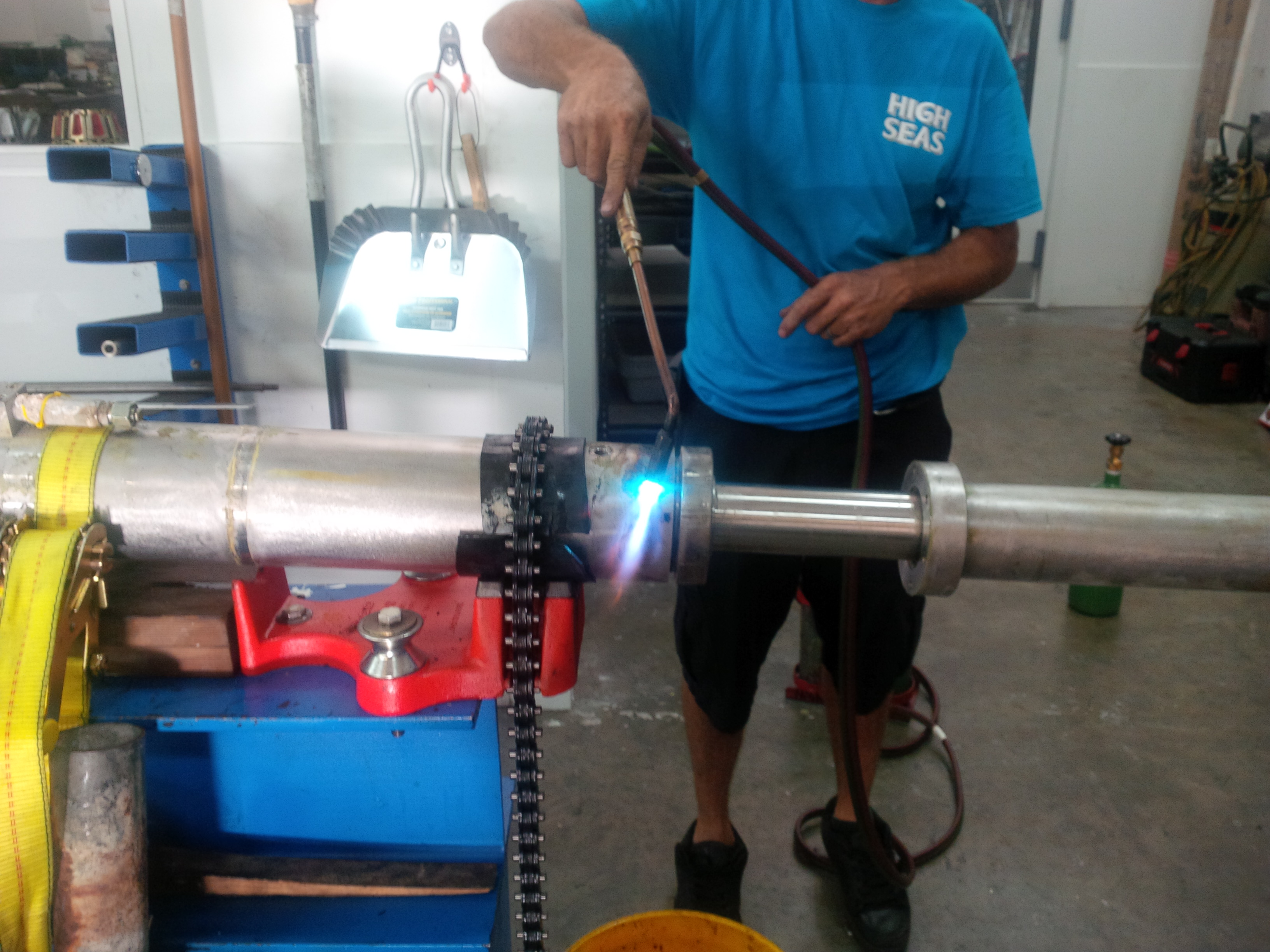
As part of the process, we removed all four cylinders from the cranes and rebuilt and repainted them in our hydraulics shop along with inspecting all of the bearings. We also replaced the Spectra Line on the cylinders. The four cylinders were located at the top of the beam crane on the port side of the boat. In order to remove the cylinders, we needed to extend the beam crane to pull the cylinders off.

Scaffolding used to install Nautical Structure Beam Crane Cylinders over water
Because of the way the boat was docked, coupled with the fact that it could not be turned around, we could not perform the procedure from the dock. This meant we needed to find a creative solution. Our answer to this problem: rig scaffolding on a floating dock and bring in the yard crane to remove and re-install the cylinders over the water.
When doing this type of work, the safety of our employees is the highest priority. Safety harnesses were used any time the crew was over the water. While this was not the first time we have rebuilt cranes, this was a first in doing so over water.
Performing routing preventive maintenance on Nautical Structures beam cranes is highly recommended after a couple of years of hard use. Finding the right shop that has the technical expertise and creative approach to getting it done will help to ensure trouble-free operations for years to come.